Description
Operating principles of pneumatic driven liquid pumps
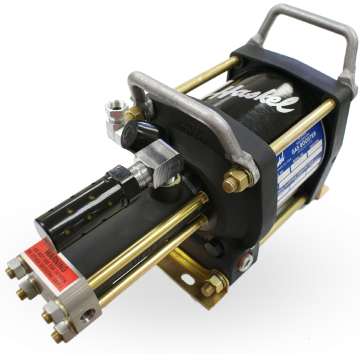
The pneumatic pumps automatically reciprocate on a differential piston principle. In a hydraulic system, smaller pistons are directly driven by larger pistons whereas the larger pistons are driven by relatively low pressure compressed air.
The model coding of Haskel’s air-driven liquid pumps indicates the nominal ratio between the air piston and the hydraulic piston. The maximum hydraulic output pressure is calculated by multiplying the ratio of the pump by the shop air pressure being used to drive the pump.
When the pump is first turned on, it acts as a transfer pump, filling the volume with liquid. During this time, the pump cycles at its maximum speed. Once the liquid has been transferred, pressure inside of the pump will increase until it reaches a certain point and then begins to slow down naturally. The stalled condition can last indefinitely unless something disrupts equilibrium (for example: turning off the power).
The pump will automatically start to cycle once the pressure is released or if the drive air pressure is increased. This feature makes this type of pump an excellent choice for pressure testing.